铸件去除毛刺
在机加工车间,钳工师傅去除铣削或钻削件的毛刺,通常采用铧刀修锉的方法。该方法对于尺寸较大1:件来说,从丁 件装央到整个T序的完成均比较奏效,然而对于尺寸较小的工件(如外形尺寸为:10mm*10mm*10mm),装夹和修锉都比较困难,且劳动效率相当低。
本文介绍一种针对小工件去毛刺的新方法:用一个一端封闭、一端带有螺钉可拆卸端盖的简体(简体的外形尺寸视工件的数量自定)盛装约1/3体积砂子,再把需要去毛刺的件装入简体(工件总体积约占筒体体积的1/3),装上拆卸端盖,然后将简体反复摇几次,使得砂子和工件搅拌均。这时将装有砂子和工件的简体,装于车床三爪卡盘卜,起动车床使简体以较低的速度旋转几分钟。由于简体旋转时,砂子和1一件之间相互摩檫,从而使得工件毛刺得以去除、经过生产现场实践证明,对于小工件去毛刺这是一种行之有效的方法,降低了生产工人的劳动强度,大大提高r劳动生产率。
另外,将简体装于具有自动往复运动的工作台上,同样可以达到预期的日的。
调)或s(色饱和度)分量作为灰度罔的灰度值,生成与源彩色图像大小相同的厌度图像;
(3)图像平滑:要采用高斯低通滤波法埘冈像进行平滑处理,去除灰度陶巾的噪声点,以提高“ 值化”处理的准确度;
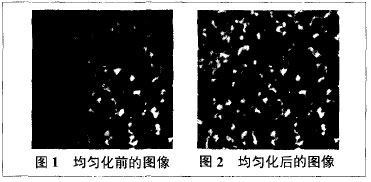
(4)均匀化处:要采用均匀化方法,使图像不同区域度和埘比度分别基本一致。比较图1和图2就明显能看出来,均匀化处理前的图1中各处接触点的亮度不一 致;均匀化处理后的图2中各处接触点的亮度趋于一致。这样,图像二值化处理后才不会产生图像失真;
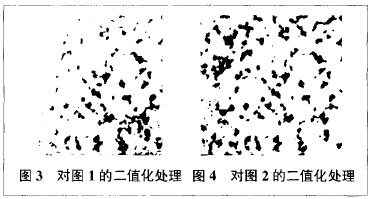
(5)图像二值化:要采用动态值法埘图像进行分割,使图像中的目标点(即平板上的接触点)与背景完全分离,并最终使接触点上像素的灰瞍值为0,背景中像素点的点的灰度值确定确定的某固定值。从图3和图4两二值化处理图像可看出:图3与图1存在明显失真,图4与图2完全吻合,不存在失真;
(6)去除噪声点:二值化后的图像中会存在一些细小的“接触点”,它们实际上是噪声的反映,应当去除,在程序中要设定一关于像素的阀值,删除内含像素数小于该阀值的接触点。



导航栏目
推荐信息
联系我们
电 话:0317-8032888
手 机:13931771799
邮 箱:bt8032888@126.com
地 址:河北泊头市交河工业开发区